自動機設備による省力化・省人化はお任せください!
0586-82-7472
受付時間 9:30~17:00 (平日)
自動機設備による省力化・省人化はお任せください!

樹脂組立の自動化とは、樹脂(プラスチック)成形品の組み付け・ネジ締め・溶着・検査などの工程を、人の手から自動機やロボットに置き換えることを指します。
金属加工品と比べて樹脂パーツは軽くて安価な反面、表面が傷つきやすく、成形ロットごとに寸法がばらつくという難しさがあります。そのため、製造業の中でも樹脂アッセンブリ工程は「自動化が難しい領域」として長らく人手に頼ってきた工程です。
しかし、2024〜2025年にかけて生産年齢人口の減少が加速している今、「人手があれば何とかなる」という時代はすでに終わっています。樹脂組立の自動化は、コスト削減のためだけでなく、企業として生産を継続するために避けられない経営課題になっています。今後の国内製造業においては、中小・中堅・大手企業にかかわらず、3名での生産体制を1名で行うなど省人化から始め、自動化・無人化に向けたロードマップを作ることがポイントといえます。
樹脂は金属と比べて表面が柔らかく、パーツフィーダでの供給時やロボットハンドでの把持の際に、わずかな接触で擦り傷・打痕が入ります。外観不良は直接クレームに直結するため、「傷をつけない搬送・把持設計」が自動化設計の最重要課題です。
成形時の収縮率や環境温度、成形ロットごとの違いにより、嵌合部やネジ穴の位置が数十μm~百μm単位でずれます。この「曖昧さを持つワーク」に対して、高精度な位置決めを前提とした従来型の自動機を導入すると、無理な圧入による破損・噛み込みが頻発します。
→ 対策: 公差を許容するフローティング機構や、カメラによるリアルタイム位置補正が有効です。
帯電した樹脂パーツに微細なゴミが付着したまま組み付けてしまう、またはパーツが供給シュート内に張り付いて詰まる——こうした静電気起因のトラブルは、自動ラインの稼働率を著しく低下させます。樹脂特有のリスクとして、イオナイザー設置や静電気対策設計を初期段階から組み込む必要があります。
多くの企業が自動化投資で失敗する理由は、装置のスペックではなく「事前準備の不足」にあります。
| よくある失敗 | 原因 | 対策 |
|---|---|---|
| 投資回収できない | ボトルネック外の工程を自動化 | 診断でボトルネックを特定してから着手 |
| 稼働率が上がらない | ワークのばらつきを考慮しない設計 | 事前に公差測定・供給テストを実施 |
| 傷・不良が増えた | ハンドの接触圧・材質が不適切 | 樹脂専用ハンド設計(シリコン・ウレタン使用) |
| 元の人数に戻った | 復旧手順が現場に伝わっていない | 現場オペレーターが復旧できる構造設計 |
自動化を検討する際、多くの企業は「どんなロボットを入れるか」「タクトタイムは何秒か」といった装置スペックに目を向けがちです。しかし現場を知り尽くした視点では、最も重要なのは「装置を設計する前段階の現場の状況確認であり、自動化導入に関する可能性を検討する診断」です。
最も自動化ニーズが高い工程のひとつです。高精度なサーボモータによるトルク管理に加え、ネジの浮き・斜め打ち・空転をリアルタイムで検知するシステムが必要です。
自動化のポイント:
超音波溶着では微細な条件設定(振幅・加圧力・溶着時間)が品質を左右します。これらをブラックボックス化せず、現場のオペレーターが管理しやすいインターフェースで制御することが重要です。
自動化のポイント:
人の目による検査は「作業者によって判定基準が変わる」という根本的な問題があります。照明選定・カメラ角度・AI判定アルゴリズムの組み合わせにより、熟練者依存だった検査工程を自動化・統一化できます。
自動化のポイント:
自動化装置の導入費用は工程の複雑さによって大きく異なりますが、以下が一般的な目安です。
| 工程 | 装置規模 | 目安費用 |
|---|---|---|
| ネジ締め(1軸〜2軸) | 小〜中規模 | 500万〜1,500万円 |
| 超音波溶着+検査 | 中規模 | 500万〜3,000万円 |
| 多工程統合ライン | 大規模 | 3,000万円〜 |
投資回収期間の目安は2年が一般的です。以下の要素で計算します。
年間削減コスト = (削減人数 × 年間人件費)+(品質不良低減コスト)+(残業代削減額)
投資回収期間 = 装置導入費用 ÷ 年間削減コスト例: 2名削減(年間人件費400万円×2名=800万円)の場合、2,000万円の装置なら2年6か月で回収できる計算になります。
すべての工程を一度に全自動化することが、必ずしも正解ではありません。ボトルネックとなっている箇所を特定し、投資対効果が最も高い部分を優先的に自動化する「段階的導入」も有効な選択肢です。
段階的導入のメリット
・初期投資を抑えながら確実な省人化効果を早期に回収できる
・現場の習熟度を上げながら次の工程へ移行できる
・設備導入の失敗リスクを最小化できる
課題: 多軸ネジ締めを手作業で行っており、作業員3名が必要。締め不良の流出リスクも抱えていた。
解決策: ワークの自動供給から多軸同時ネジ締めまでを統合したユニットを開発・導入。
成果:
・作業員を3名から1名へ削減(省人化率67%)
・締め不良の流出ゼロを継続
・タクトタイム短縮により生産能力20%向上
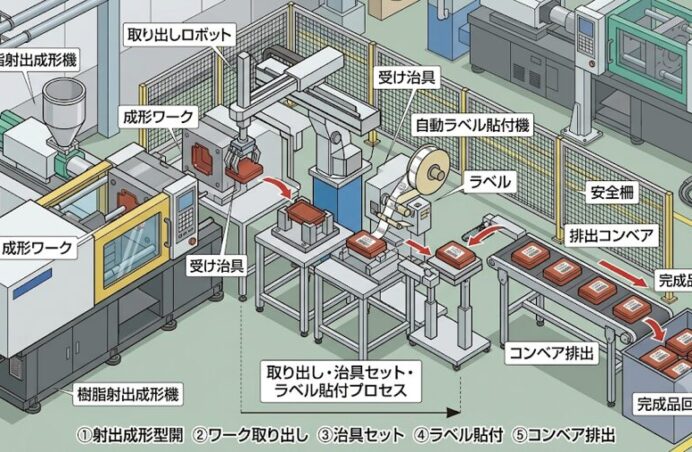
課題: 成形機からの取り出し・溶着・検査・梱包が分断されており、工程間に待ち時間が発生。
解決策: 成形機の取り出しロボットと連動し、溶着・検査・梱包までを行う一貫ラインを構築。
成果:
・タクトタイムを30%短縮
・工程間の在庫(仕掛品)を削減
・品質トレーサビリティを自動記録
課題: 成形後の組付け・検査を別工程で実施しており、搬送コストと人件費が課題だった。
解決策: 成形機直結型の自動組付けユニットを構築し、成形〜組付け〜検査を一体化。
成果:
・物流コストと人件費を削減
・成形不良の早期発見により後工程への流出を防止
A. 可能です。段取り替えを容易にする「クイックチェンジ設計」や、品種ごとの治具を素早く交換できる構造を採用することで、多品種ラインへの対応が可能です。
A. はい。既存ラインへの「レトロフィット(後付け)」は可能です。スペースや既存設備との干渉を診断した上で、最適な配置を提案します。
A. 装置の設計・製作から据付・立ち上げまでおよそ4〜8ヶ月が標準的です。立ち上げ後、通常1〜3ヶ月で安定稼働に入ります。
A. 国内メンテナンス体制が整っているベンダーを選ぶことが重要です。装置停止時の迅速な復旧対応と、現場オペレーターが自己復旧できる設計・教育の両方が必要です。
A. 最初のステップは「現場診断」です。自社の工程のどこがボトルネックで、どこから自動化するのが費用対効果が高いかを見極めることが、失敗しない自動化の第一歩です。
・樹脂特有の難しさ(傷・公差・静電気)を理解した設計が必要
金属と同じアプローチでは通用しません。樹脂の特性を熟知したベンダー選びが重要です。
・装置スペックより「事前の現場診断」が成否を決める
ボトルネックの特定と、ベテランの「暗黙知」の可視化が自動化成功の前提条件です。
・段階的導入でリスクを抑えながら着実に効果を回収する
全工程を一気に自動化するより、効果の高い工程から順番に取り組む方が投資回収は早くなります。
ラベル貼り付け工程の自動化完全ガイド|方式の選び方・特注装置の設計ポイント・導入事例【自動車部品対応】
「ラベル貼り付け工程を自動化したい」製造業の生産技術・設備担当者向けに、以下を解説します。・ ラベル自動貼付の主な方式(エアジェット...
成型品の組み立てを自動化・受託対応で解決する方法|自動機提案×一貫生産で省人化を実現
「成型品の組み立てをどう省人化・自動化するか」を検討している製造業の生産技術担当者・調達担当者向けに、自動化装置の導入と組立受託の2...

樹脂組立・アッセンブリ工程の自動化・省人化を成功させるポイント
「樹脂パーツの組み立て工程を自動化したいが、傷やバラツキが怖くて踏み切れない」「人手不足でラインが回らないが、何から自動化すべきか判...